English
English русский
русский Español
Español عربى
عربى
Contenido
- 1 ¿Qué es una amasadora de goma y cómo está estructurada?
- 2 La cámara de mezcla: el corazón de la amasadora de caucho
- 3 Rotores: el componente definitorio del diseño de amasadoras de caucho
- 4 El ariete hidráulico (peso flotante): control de presión sobre el compuesto
- 5 Mecanismo de la puerta de descarga: liberación del lote mixto
- 6 Sistema de control de temperatura: gestión del calor en toda la amasadora de goma
- 7 Sistema de accionamiento: transmisión de potencia a los rotores
- 8 Alimentar la garganta y el sistema de carga
- 9 Bastidor de la máquina y componentes estructurales
- 10 Sistema de control e instrumentación en amasadoras de caucho modernas.
- 11 Diferencias estructurales clave entre los tipos de amasadoras de caucho
- 12 Piezas de desgaste y elementos estructurales críticos para el mantenimiento
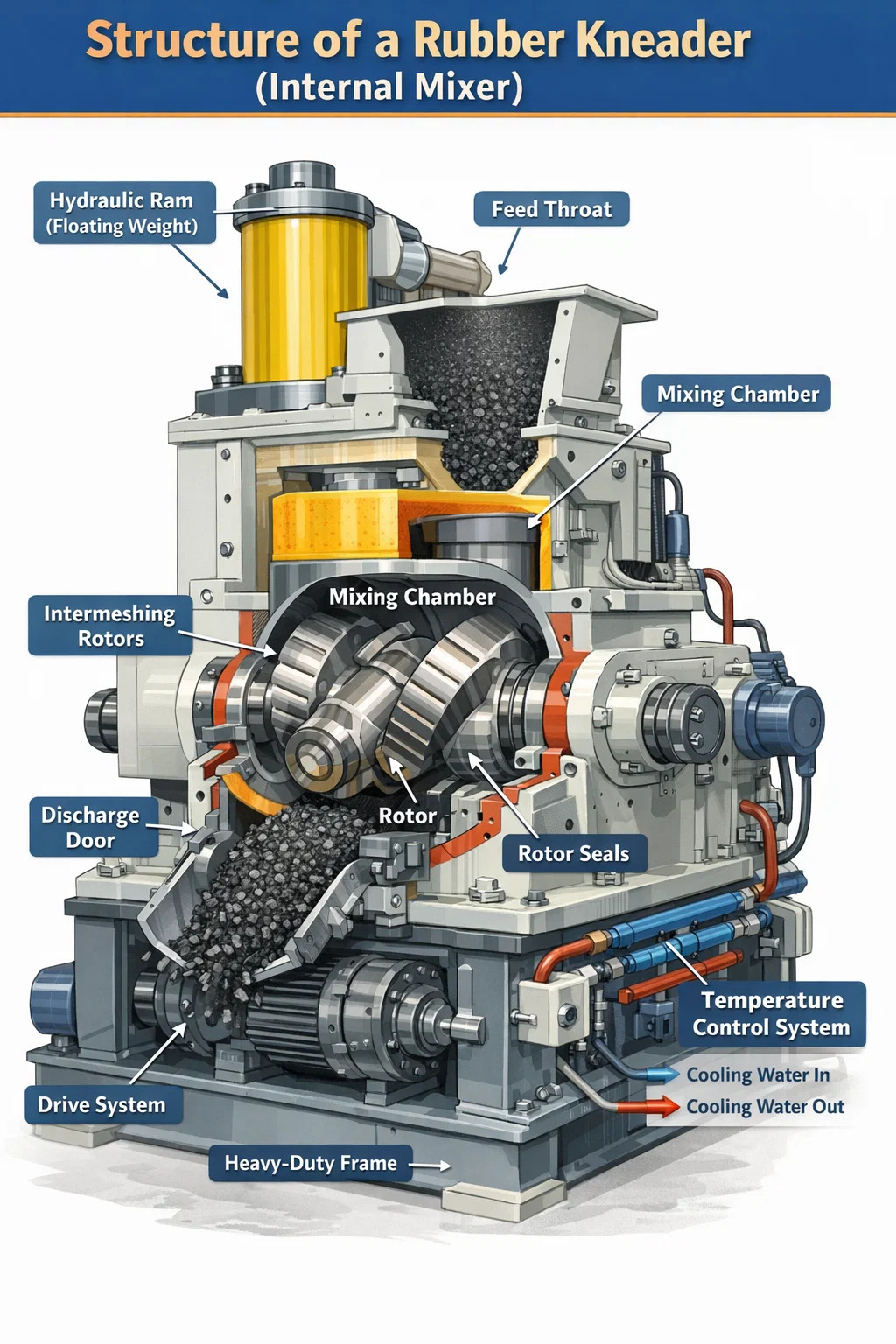
¿Qué es una amasadora de goma y cómo está estructurada?
un amasadora de goma - También conocida como mezclador interno o amasadora tipo Banbury - es una máquina mezcladora cerrada de alta intensidad que se utiliza para combinar caucho crudo con aditivos como negro de humo, azufre, aceleradores, plastificantes y aceites de procesamiento. A diferencia de los molinos abiertos, la amasadora de caucho realiza la mezcla dentro de una cámara sellada, lo que reduce drásticamente la pérdida de material, mejora la uniformidad de la dispersión y permite el procesamiento de compuestos sensibles a la temperatura.
La estructura central de una amasadora de caucho consta de seis sistemas principales: la cámara de mezcla, los rotores, el ariete hidráulico (peso flotante), el mecanismo de la puerta de descarga, el sistema de control de temperatura y el sistema de accionamiento. Cada uno desempeña una función mecánica distinta, y comprender cómo interactúan revela por qué las amasadoras internas se han convertido en el estándar de la industria para la composición de caucho en la fabricación de neumáticos, sellos, juntas, mangueras y productos técnicos de caucho.
El cuerpo de la máquina en sí suele estar construido con acero fundido de alta resistencia o placa de acero fabricada, con superficies internas endurecidas o revestidas con una aleación resistente al desgaste para soportar las enormes fuerzas mecánicas generadas durante la mezcla, que a menudo superan los 500 kN en máquinas de gran capacidad.
La cámara de mezcla: el corazón de la amasadora de caucho
La cámara de mezcla es el espacio cerrado donde se lleva a cabo toda la composición. Es una cavidad en forma de ocho mecanizada con tolerancias extremadamente estrechas, diseñada para albergar dos rotores contrarrotativos. El perfil interno de la cámara no es circular: sus paredes están contorneadas para complementar la geometría del rotor, lo que garantiza que la masa de caucho se pliegue, corte y vuelva a exponer continuamente a las superficies del rotor.
El volumen de la cámara es una de las especificaciones principales utilizadas para clasificar las amasadoras de caucho. Las máquinas a escala de laboratorio pueden tener volúmenes de cámara tan pequeños como 0,3 litros, mientras que los mezcladores internos de producción utilizados en las fábricas de neumáticos pueden superar los 650 litros. Los tamaños industriales comunes oscilan entre 20 y 270 litros, con factores de llenado (la relación entre el peso de la carga de caucho y el volumen de la cámara) que normalmente se establecen entre 0,6 y 0,75.
Las paredes de la cámara incorporan una extensa red de Canales internos de refrigeración y calefacción. . En las amasadoras de caucho modernas, estos canales se perforan directamente a través del cuerpo de la cámara y se conectan a un sistema de control de temperatura de circuito cerrado. La gestión térmica precisa es fundamental: la viscosidad del caucho, la eficiencia de la dispersión y la calidad del compuesto dependen de mantener la temperatura del lote dentro de una ventana definida, a menudo entre 70 °C y 160 °C, según la formulación.
La cámara está dividida en dos mitades, un cuerpo superior y un cuerpo inferior, atornillados entre sí. La mitad inferior contiene la bisagra de la puerta de descarga. Esta construcción dividida permite el acceso para inspección, limpieza y reemplazo del revestimiento. Los revestimientos de la cámara hechos de acero endurecido (normalmente con valores de dureza superficial de 58 a 62 HRC) protegen el cuerpo estructural de la cámara de compuestos de caucho abrasivos y se pueden reemplazar de forma independiente sin desmantelar toda la máquina.
Rotores: el componente definitorio del diseño de amasadoras de caucho
Los rotores son los elementos mecánicos que realmente realizan el trabajo de mezcla dentro de la cámara. En una amasadora de goma, dos rotores giran en direcciones opuestas a una relación de velocidad fija , normalmente 1:1,1 o 1:1,2, lo que crea una velocidad diferencial del rotor que genera una intensa tensión de corte en el punto de contacto entre los rotores y entre cada rotor y la pared de la cámara.
La geometría del rotor es uno de los aspectos más diseñados de un mezclador interno. Hay tres tipos principales de rotores utilizados en las amasadoras de caucho modernas:
- Rotores de dos alas (elípticos): El diseño original, caracterizado por dos palas helicoidales retorcidas a lo largo del eje del rotor. Estos generan altas fuerzas de corte y son adecuados para compuestos difíciles de mezclar, masterbatches de negro de humo y cauchos de alta viscosidad como el caucho natural (NR) y el EPDM. El espacio libre de la punta entre el ala del rotor y la pared de la cámara suele ser de 2 a 6 mm.
- Rotores de cuatro alas: Desarrollado para mejorar la mezcla dispersiva y distributiva simultáneamente. Las alas adicionales aumentan la frecuencia de plegado y reorientación del material por revolución, lo que permite una incorporación más rápida de rellenos. Los rotores de cuatro alas son ahora estándar en las líneas de mezcla de compuestos para neumáticos de alta producción.
- Rotores de seis alas (o de múltiples alas): Se utiliza en aplicaciones que requieren una dispersión de relleno excepcionalmente fina, como compuestos para neumáticos a base de sílice, donde la eficiencia del acoplamiento de silano es fundamental. Estos rotores producen una mezcla más suave y distributiva con temperaturas máximas más bajas.
Los ejes del rotor son huecos y están conectados al sistema de control de temperatura, lo que permite que el refrigerante o el vapor fluyan por el interior. Este enfriamiento interno del rotor es esencial en operaciones de mezclado de alta velocidad donde la generación de calor por fricción puede causar una vulcanización prematura (quemado) del compuesto. La velocidad de la superficie del rotor en las amasadoras de producción normalmente oscila entre 20 a 80 rpm , con algunas máquinas de velocidad variable capaces de operar en todo este rango dentro de un solo ciclo de mezclado.
Los rotores están sostenidos en ambos extremos por rodamientos de rodillos antifricción de alta resistencia alojados en los bastidores laterales de la máquina. La disposición de rodamientos debe acomodar tanto las cargas radiales provenientes de la presión del compuesto de caucho como las cargas de empuje axial generadas por las alas helicoidales del rotor. Los conjuntos de cojinetes en amasadoras grandes también suelen estar refrigerados por agua, ya que, de lo contrario, el calor por fricción en los asientos de los cojinetes reduciría sustancialmente la vida útil.
Sistema de sellado de rotores
Cuando los ejes del rotor salen de la cámara de mezcla a través de las paredes laterales, un sistema de sellado evita que el compuesto de caucho se escape a lo largo del eje. Esta es técnicamente una de las áreas más desafiantes del diseño de amasadoras de caucho. El sello debe contener caucho a presiones de hasta 0,5 a 1,0 MPa mientras el eje gira a gran velocidad, todo mientras el interior de la cámara está a temperaturas elevadas.
La mayoría de las amasadoras de goma modernas utilizan una de dos disposiciones de sellado:
- Juntas laberínticas con empaquetadura de goma: un series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- Sellos mecánicos de cara: Se utiliza en máquinas y aplicaciones premium con estrictos requisitos de contaminación. Una cara de sello giratoria presionada contra un asiento estacionario proporciona una barrera positiva. Estos sellos pueden enfriarse por aire o agua y ofrecen intervalos de servicio más prolongados que los sellos tipo empaque.
El ariete hidráulico (peso flotante): control de presión sobre el compuesto
Sentado directamente encima de la cámara de mezcla se encuentra el ariete superior, comúnmente llamado peso flotante o ariete hidráulico. Se trata de un bloque sólido de acero o hierro dúctil con una forma que encaja dentro de la garganta de alimentación de la cámara. Su función es sellar la parte superior de la cámara de mezcla después de cargar el material y aplicar presión hacia abajo sobre el lote de caucho durante la mezcla.
La presión del ariete es una de las variables de proceso más importantes en el funcionamiento de la amasadora de caucho. Una mayor presión del ariete fuerza al compuesto de caucho a entrar en contacto más estrecho con los rotores, lo que aumenta la intensidad del corte y mejora la dispersión. Sin embargo, una presión excesiva acelera el desgaste del rotor y del revestimiento de la cámara. Las presiones del ariete en las máquinas de producción suelen oscilar entre 0,2 y 0,8 MPa, y se aplican mediante un cilindro hidráulico montado sobre la garganta de alimentación.
El ariete está guiado por un cilindro de garganta vertical: un pasaje mecanizado con precisión que mantiene el ariete centrado y evita el movimiento lateral bajo presión compuesta. Un sello antipolvo en la parte inferior de la garganta evita que el caucho migre hacia arriba alrededor del cuerpo del ariete. El propio ariete suele tener un núcleo y estar conectado al circuito de agua de refrigeración para gestionar la absorción de calor del caucho que se encuentra debajo.
El cilindro hidráulico que acciona el ariete está montado en un marco pivotante encima del cuerpo de la máquina, lo que le permite girar libremente cuando se abre la cubierta de la garganta de alimentación para cargar. En las líneas de producción automatizadas, el ciclo del ariete está controlado por el programa de mezcla: sube automáticamente cuando se abre la puerta de descarga para liberar el lote, y desciende y se bloquea inmediatamente después de que se carga la siguiente carga.
En algunos diseños más nuevos de amasadoras de caucho, particularmente aquellas utilizadas para la composición de sílice y silano, la presión del ariete se modula dinámicamente durante el ciclo de mezcla, reduciendo la presión temporalmente durante la etapa de reacción de silanización para evitar el sobrecalentamiento y luego incrementándola nuevamente para la dispersión final. Esto requiere un sistema de válvula hidráulica proporcional integrado con la unidad de control de la máquina.
Mecanismo de la puerta de descarga: liberación del lote mixto
La puerta de descarga forma el fondo de la cámara de mezcla. Cuando se completa la mezcla, esta puerta se abre hacia abajo (o gira hacia un lado, según el diseño) para liberar el lote de caucho terminado por gravedad en un dispositivo aguas abajo, generalmente un molino abierto, una extrusora de doble tornillo o un transportador de enfriamiento de lotes.
La puerta es accionada por un cilindro hidráulico y su mecanismo de bloqueo debe soportar toda la presión interna de la cámara durante el mezclado sin desviarse. Incluso una pequeña flexión de la puerta puede permitir que el caucho penetre en el área del sello de la puerta, acelerando el desgaste y provocando contaminación. Las amasadoras de goma de alta calidad utilizan múltiples pernos de bloqueo o un mecanismo de bloqueo de leva que distribuye la fuerza de sujeción de manera uniforme por todo el perímetro de la puerta.
La cara de la puerta (la superficie que hace contacto con el compuesto de caucho) generalmente está revestida con una placa de desgaste endurecida, reemplazable de forma independiente. El cuerpo de la puerta incorpora canales de refrigeración conectados al mismo circuito que las paredes de la cámara. Un anillo de sellado de caucho o elastomérico recorre el perímetro de la puerta para evitar fugas de compuesto en la interfaz cámara/puerta; este sello es un elemento consumible que se reemplaza durante el mantenimiento programado.
El tiempo de apertura de la puerta de descarga es un parámetro del proceso: una apertura más rápida reduce el tiempo que el compuesto está expuesto al calor después de mezclar los extremos, lo cual es fundamental para compuestos sensibles a la temperatura que contienen agentes de vulcanización predispersados. En líneas de producción de alta velocidad, la apertura de la puerta y la entrega del lote se completan en 3 a 5 segundos para mantener el rendimiento.
Sistema de control de temperatura: gestión del calor en toda la amasadora de goma
La gestión de la temperatura no es opcional en el funcionamiento de la amasadora de caucho; es un requisito fundamental para la calidad del compuesto y la repetibilidad del proceso. El sistema de control de temperatura abarca tres zonas de intercambio de calor: las paredes de la cámara, los cuerpos del rotor y el ariete. Cada zona se puede controlar de forma independiente.
La mayoría de las amasadoras de caucho de producción utilizan una unidad de control de temperatura del agua (TCU) de circuito cerrado que hace circular agua templada a través de las tres zonas. La TCU puede calentar agua mediante calentadores eléctricos o inyección de vapor y enfriarla mediante un intercambiador de calor conectado al suministro de agua fría de la instalación. Las temperaturas objetivo del agua varían según la etapa del proceso:
- Etapa de precalentamiento: agua a 60–90 °C para llevar la cámara a la temperatura de funcionamiento antes del primer lote del turno
- Etapa de mezcla: agua de refrigeración a 20–40 °C para absorber el calor de fricción y evitar la sobretemperatura del compuesto
- Etapa de limpieza: enjuague con agua caliente o vapor para ablandar el compuesto residual y facilitar su eliminación.
La temperatura del compuesto se controla mediante termopares o sensores infrarrojos montados en la pared de la cámara. Retroalimentación de temperatura compuesta en tiempo real Es utilizado por el sistema de control de la máquina para ajustar la velocidad del rotor, la presión del ariete y el caudal de refrigerante para mantener el lote dentro de las especificaciones. En algunos sistemas avanzados de amasadoras de caucho, la mezcla finaliza automáticamente cuando la temperatura del compuesto alcanza un punto establecido en lugar de después de un ciclo de tiempo fijo; este llamado vertido con temperatura controlada es más consistente que el vertido con tiempo controlado y reduce la variabilidad entre lotes.
Detalles del circuito de enfriamiento del rotor y la cámara
Dentro de cada rotor hueco, el circuito de refrigerante normalmente sigue un patrón en espiral o de orificio que maximiza el área de contacto de la superficie. Las juntas rotativas (también llamadas juntas giratorias) en los extremos del eje del rotor conectan los tubos de suministro de refrigerante estacionarios con el interior del rotor giratorio sin fugas. Estos son componentes de precisión que requieren inspección y reemplazo periódicos a medida que se desgastan sus sellos internos.
Los canales de enfriamiento de la pared de la cámara se perforan en un patrón serpenteante a través del bloque de la cámara, generalmente con una separación de 30 a 50 mm de centro a centro. El caudal de refrigerante a través de estos canales está diseñado para lograr una capacidad de eliminación de calor suficiente para la potencia nominal de la máquina; para una amasadora de 270 litros con un motor de accionamiento de 2000 kW, el sistema de refrigeración debe ser capaz de eliminar al menos entre 1,5 y 2,0 MW de energía térmica de forma continua.
Sistema de accionamiento: transmisión de potencia a los rotores
El sistema de accionamiento de una amasadora de caucho consta de un motor eléctrico, un reductor de velocidad (caja de cambios) y una disposición de engranajes que acciona los dos rotores. Debido a que los rotores deben girar a una relación de velocidad fija entre sí, están acoplados a través de un conjunto de engranajes entrelazados (los engranajes de sincronización) que garantiza la sincronización independientemente de las variaciones de carga.
El motor de accionamiento principal es casi universalmente un motor de inducción de CA con control de variador de frecuencia (VFD) en las máquinas modernas. La capacidad de velocidad variable es esencial para optimizar la mezcla en diferentes etapas de un ciclo compuesto; por ejemplo, ejecutar a baja velocidad durante la descomposición inicial de la paca para evitar sobrecargar el motor y luego acelerar a la velocidad máxima para incorporar el relleno. La potencia del motor en la producción de amasadoras de goma se escala con el volumen de la cámara:
| Volumen de la cámara (L) | Potencia típica del motor (kW) | Rango de velocidad del rotor (rpm) | Aplicación común |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Lotes pequeños, compuestos especiales |
| 75-120 | 500–900 | 20–70 | Neumáticos medianos y caucho industrial. |
| 200–270 | 1500–2500 | 20–80 | Compuesto de banda de rodadura de neumáticos de gran volumen |
| 400–650 | 3000–5000 | 15–60 | Producción de masterbatch de neumáticos a gran escala |
La caja de cambios (reductor de velocidad) reduce la velocidad del motor a la velocidad de funcionamiento del rotor mientras multiplica el par. En una amasadora de caucho, la caja de cambios debe soportar un par extremadamente alto: para un motor de 2.000 kW que hace funcionar los rotores a 40 rpm, el par en el eje del rotor puede superar los 500.000 N·m. La caja de cambios suele ser una disposición de eje paralelo o de ángulo recto con engranajes helicoidales cementados y rectificados, alojada en una robusta carcasa de hierro fundido o acero fabricado con lubricación de alimentación forzada.
un flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
Alimentar la garganta y el sistema de carga
La garganta de alimentación es el pasaje vertical sobre la cámara de mezcla a través del cual se cargan el caucho y los aditivos. En la operación manual, los operadores o el transportador dejan caer fardos de caucho y aditivos pesados en la garganta. En las líneas de composición automatizadas, la garganta de alimentación está equipada con una bandeja basculante o un dispositivo neumático de asistencia de ariete para empujar los materiales hacia la cámara contra la resistencia de los rotores.
Las dimensiones de la abertura de la garganta están diseñadas para aceptar tamaños de fardos de caucho estándar: una amasadora de 270 L normalmente tiene una abertura de la garganta de aproximadamente 600 mm × 400 mm. Una cubierta o solapa antipolvo pivotante cierra la garganta después de la carga para contener el polvo y los vapores durante la mezcla. Algunas máquinas también incorporan un puerto de extracción de humos en la cubierta de la garganta conectado a un sistema de ventilación central; esto es particularmente importante cuando se mezclan compuestos que contienen negro de humo, azufre o aceites de procesamiento volátiles.
La inyección de ingredientes líquidos (para aceites de proceso, silanos líquidos o aditivos especiales) a menudo se realiza a través de puertos instalados directamente en la pared de la cámara o a través del cuerpo del ariete. Estas boquillas de inyección deben diseñarse para soportar la presión y la temperatura de la cámara y al mismo tiempo entregar volúmenes medidos precisos, generalmente controlados por sistemas de dosificación de bombas de engranajes integrados con el programa de mezcla.
Bastidor de la máquina y componentes estructurales
Todo el conjunto de la amasadora de caucho está montado sobre un marco de base estructural pesado fabricado con una placa de acero gruesa o piezas fundidas. Este marco absorbe las fuerzas de reacción del proceso de mezcla y las transmite a la base. Las fuerzas involucradas son sustanciales: una amasadora de gran producción genera fuerzas de separación del rotor (la fuerza que separa los rotores debido a la presión del caucho) que pueden alcanzar varios cientos de kilonewtons durante las cargas máximas de mezclado.
Los dos marcos laterales, uno a cada lado de la cámara de mezcla, llevan los cojinetes del rotor y proporcionan la conexión estructural entre la cámara y la base. Estos suelen ser los componentes de la máquina que reciben mayor estrés y están fabricados con hierro fundido nodular o acero fabricado de gran calibre con radios de filete generosos para reducir la concentración de tensiones.
Los soportes de aislamiento de vibraciones entre el marco de la base de la amasadora y los cimientos del edificio son estándar en las instalaciones modernas. Una amasadora de caucho grande completamente cargada durante la rotura de la paca genera una vibración significativa; sin aislamiento, esto puede transmitirse a la estructura del edificio y afectar la instrumentación cercana o causar grietas por fatiga en los pernos de anclaje con el tiempo.
Sistema de control e instrumentación en amasadoras de caucho modernas.
Las amasadoras de caucho contemporáneas están equipadas con sistemas de control basados en PLC que gestionan todo el ciclo de mezcla de forma automática. El sistema de control monitorea y registra un flujo continuo de datos de proceso:
- Temperatura del compuesto (medida mediante un termopar de pared de la cámara o un pirómetro infrarrojo dirigido al compuesto a través de un puerto de visión)
- Velocidad del rotor (rpm), ajustable continuamente mediante el VFD
- Consumo de corriente del motor, que es proporcional a la viscosidad del compuesto y sirve como medida indirecta de la entrada de energía de mezcla.
- Aporte energético específico (kWh/kg), acumulado a lo largo del ciclo de mezcla
- Posición y presión del ariete
- Temperaturas de entrada y salida del refrigerante para cada zona de enfriamiento
- Posición de la puerta de descarga (interbloqueo abierto/cerrado)
El aporte de energía específico es posiblemente el indicador más confiable de la integridad de la mezcla. para muchos compuestos de caucho, la dispersión del negro de humo, por ejemplo, está estrechamente correlacionada con el aporte de energía acumulada por kilogramo de compuesto y no solo con el tiempo. Los controles modernos de las amasadoras de caucho permiten que los programas de mezcla se definan por punto final de energía en lugar de punto final de tiempo, lo que compensa automáticamente las variaciones en la viscosidad de la materia prima entre lotes.
unll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
Diferencias estructurales clave entre los tipos de amasadoras de caucho
No todas las amasadoras de goma comparten configuraciones estructurales idénticas. Existen varias variaciones de diseño para cumplir con diferentes requisitos de producción:
Amasadoras de rotor tangencial versus entrelazadas
En una amasadora de rotor tangencial (el diseño clásico de Banbury), los dos rotores giran en trayectorias circulares separadas que son tangentes entre sí; las alas del rotor no se entrelazan. Esto crea una gran zona de mezcla entre los rotores donde se produce un intenso corte, lo que hace que las amasadoras tangenciales sean muy efectivas para la mezcla dispersiva de rellenos de refuerzo. La mayoría de los mezcladores internos de producción en todo el mundo utilizan rotores tangenciales.
En una amasadora de rotor entrelazado (como la serie GK de HF Mixing o la serie F de Farrel Pomini), los rotores se colocan más juntos y sus alas se superponen y se entrelazan a medida que giran, similar en concepto a una extrusora de doble tornillo pero con tramos mucho más cortos y gruesos. Este diseño genera un patrón de flujo claramente diferente, produciendo una mejor mezcla distributiva y temperaturas de compuesto más bajas, a costa de una intensidad de mezcla dispersiva algo menor. Las amasadoras entrelazadas se prefieren para caucho de silicona, fluoroelastómeros y compuestos sensibles al calor donde el control de la temperatura es primordial.
Amasadoras de descarga invertidas (invertidas)
Algunos diseños de amasadoras de caucho, particularmente aquellas utilizadas en líneas de procesamiento continuas o semicontinuas, no se descargan a través de una puerta inferior, sino inclinando todo el conjunto de la cámara de mezcla de modo que la abertura de la cámara mire hacia abajo y el compuesto caiga. Este diseño de descarga invertida permite una liberación de lotes más rápida y una integración más sencilla con el equipo de procesamiento posterior ubicado directamente debajo de la amasadora. La implicación estructural es un bastidor de máquina significativamente más complejo con un mecanismo de inclinación y un sistema de bloqueo hidráulico.
Amasadoras abiertas (Sigma Blade) frente a amasadoras cerradas tipo Banbury
Vale la pena señalar que en algunos contextos industriales, el término "amasadora de goma" también se refiere a las amasadoras por lotes con cuchillas Z o sigma: máquinas abiertas con forma de artesa y dos cuchillas contrarrotativas en forma de sigma o Z. Estos son estructuralmente bastante diferentes del mezclador interno cerrado descrito a lo largo de este artículo. Las amasadoras de cuchillas Sigma carecen de ariete y sistema de sellado, operan a presión atmosférica y se usan más comúnmente para compuestos de caucho de silicona, elastómeros termoplásticos y preparación de adhesivos en lugar de compuestos de caucho con alto contenido de relleno.
Piezas de desgaste y elementos estructurales críticos para el mantenimiento
Comprender la estructura de una amasadora de caucho también significa saber qué componentes se desgastan y requieren reemplazo periódico. Los principales elementos de desgaste son:
- Consejos de rotores: Las puntas de las alas experimentan la mayor tensión de contacto con la pared de la cámara. En algunos diseños, las puntas del rotor están construidas con una capa de soldadura dura que se puede volver a aplicar en el sitio. En otros, se reemplaza todo el rotor cuando el desgaste de la punta excede la tolerancia, generalmente cuando el espacio libre entre la punta y la pared ha aumentado de su valor diseñado (2 a 5 mm) a más de 8 a 10 mm, momento en el cual la eficiencia de la mezcla se degrada considerablemente.
- Revestimientos de cámara: Las secciones de revestimiento de la pared son placas de desgaste reemplazables, generalmente de 30 a 50 mm de espesor, atornilladas o encajadas por encogimiento en el cuerpo de la cámara. La vida útil varía desde unos pocos meses en aplicaciones de compuestos abrasivos hasta varios años en servicios leves.
- Sellos de extremo del rotor (empaquetadura): Se reemplaza cada 300 a 1000 horas de funcionamiento según el tipo de compuesto y la velocidad del rotor. El reemplazo diferido de la empaquetadura conduce a una contaminación compuesta del área del rodamiento y a una aceleración dramática del desgaste del rodamiento.
- Sello de la puerta de descarga: El sello perimetral elastomérico de la puerta de descarga se reemplaza durante las paradas programadas, generalmente cada 3 a 6 meses en producción continua.
- Juntas rotativas en circuitos de refrigeración del rotor: Inspeccionados y reconstruidos anualmente en la mayoría de las instalaciones, ya que el desgaste de los sellos en estos componentes puede causar el ingreso de refrigerante a los soportes de los cojinetes.
Los intervalos de mantenimiento planificados para las amasadoras de caucho en las instalaciones de producción de neumáticos generalmente se estructuran en turnos de producción de 8 horas, con inspecciones menores en cada turno, verificaciones intermedias semanales y revisiones mayores anualmente o cada 5000 a 8000 horas de operación. Una amasadora de caucho de 270 litros en buen estado puede lograr una disponibilidad mecánica superior al 95 % en funcionamiento continuo de tres turnos.